


滚珠丝杠生产厂家教您如何安装滚珠丝杠
2020-07-28 来自: 百度经验 浏览次数:2099


滚珠丝杠生产厂家南京春信自动化设备有限公司教您如何安装滚珠丝杠:

一、滚珠丝杠支撑座侧撑单元的安装
1、丝杆轴插入单列轴承后,用止推环固定。
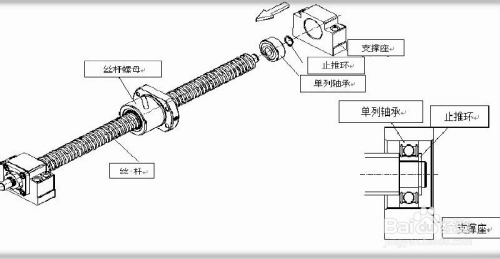
2、 用止推环固定后,将轴承插入支撑座内。

3、安装精度参考值:
偏心 倾斜
有间隙时: 20-30μm 1/2000max
预压式螺母: 15-25μM 1/3000max
有高精度要求: 10μm以下 1/5000max
END
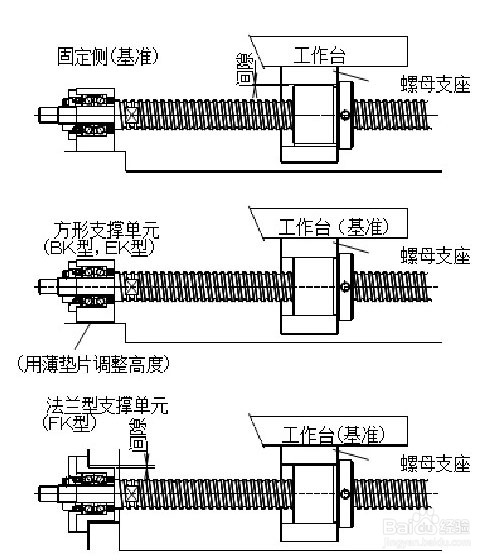
二,滚珠丝杠往工作台和底座上安装:
1、先调整到安装精度参考值以内。
2、以固定侧支撑单元为基准时,请将螺母外径与工作台螺母支座内径调整至保持相应的间隙状态。
3、以工作台为基准时,对于方形支撑单元使用薄垫片调整中心高度,对于法兰型支撑单元要将螺母外径与工作台螺母制作内径调整至保持间隙的状态。
END
三,往工作台及底座上安装:
2、将固定侧和支撑侧的支撑单元临时固定到基座上。
3、移动工作台与固定侧支撑单元后,将支撑单元拧紧固定到基座上。
4、固定好后,将工作台移动至靠近固定侧的行程尽头附近,幷将工作台和螺母支座相互固定。
5、固定好螺母和螺母支座。
6、将第4布种固定的螺栓松开,再次将工作台和螺母支座相互固定。推动工作台至固定支撑单元处调整其中心位置,使工作台能顺畅移动,对于精密工作台还需要将丝杆轴调整到与LM导轨平行的位置。
7、固定好后,确认工作台的运行状态,将工作台移动至支撑座。
8、移动工作台至支撑侧支撑单元后,将拧紧支撑单元的固定螺栓。
9、固定好后,将工作台移动至靠近支撑侧的行程尽头附近,幷再次将工作台和螺母支座松开后相互固定。
10、将工作台移动到固定侧,左右移动,确认运行状态。往返移动多次将工作台调整到再全行程内都能顺畅运行的状态。
11、如果与运行中发生异响,阻塞的现象,请重复3-10的工序。
END

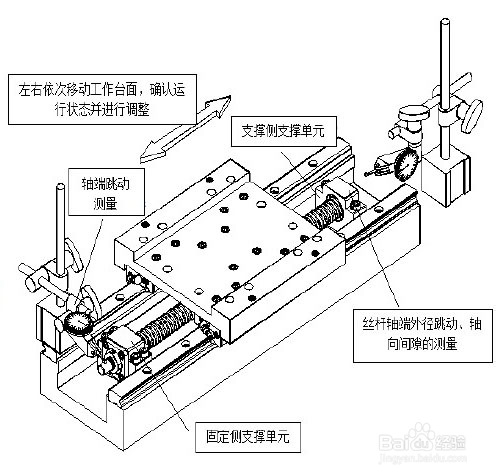
四,确认精度和完全拧紧螺栓:
1、使用千分表确认丝杆轴端外径部分的跳动、轴方向的间隙。
2、依次完全拧紧螺母、螺母支座、固定侧支撑单元、支撑座固定单元各处的螺栓。
END
五,连接电机
1、将电机支座安装在基座上。
2、用联轴器连接电机和滚珠丝杆。
3、充分的试运行。
END
注意事项
偏心:是指固定侧与支承侧的中心存在偏移。
倾斜:是指除偏心以外,丝杆轴与导向部分(LM导轨等)之间存在的平行误差(上下,左右)或丝杆螺母安装部的垂直误差而产生的安装误差。
安装精度值参考:滚珠丝杆的安装精度参考值如表所示。表中数据仅供参考,请尽可能的减少安装误差。
电机支座、联轴器的安装精度影响工作台的行走定位精度,同样要充分注意滚珠丝杆的情况。
拆封:注意不要磕碰螺母及端部螺纹,拆开使螺母从有效螺纹的一端手动旋转运行至另一端并感觉阻力是否一致,有否明显弯曲,注意不要使螺母旋出有效螺纹.擦去表面防锈油,涂上润滑油.
维护:直线速度小于等于30米/分可以采用脂润滑并视工况在每300~600工作小时注脂一次,30~60米/分建议油润滑,60~100米/分可以考虑强制油喷润滑,超过100米/分的比较少见,建议订购中空丝杠并采取强制冷却润滑.保持工作环境清洁,勿使灰尘等杂质进入滚道或螺母内部,条件恶劣请考虑在螺杠外部增加防护罩
